Материалы для нанесения покрытий
ПорошкиПорошки, используемые для газотермического напыления, получают следующими основными способами: - распылением расплава инертным газом в защитной атмосфере;
- распылением водой высокого давления;
- кальцийгидридным восстановлением в атмосфере водорода;
- плавлением с последующим дроблением;
- самораспространяющимся высокотемпературным синтезом с последующим дроблением;
- конгломерированием на органических связках;
- плакированием (например, электрохимическим или водородным восстановлением в автоклавах);
- механическим смешиванием;
- водородным или, алюмотермическим восстановлением и диффузионным легированием;
- восстановлением с последующей фильтрацией и термической обработкой.
По своему составу и структуре частиц порошки для газотермического напыления подразделяются на следующие основные классы: - металлы (Ni, Al, Mo, Ti, Cr, Сu);
- сплавы (легированные стали и чугун, никелевые, медные, кобальтовые, титановые, в том числе самофлюсующиеся сплавы Ni—Cr—В—Si, Ni—В—Si, Со—Ni—Сг—В—Si, Ni— Сu—В—Si);
- оксиды (Al, Ti, Cr, Zr и др. и их композиции);
- бескислородные тугоплавкие соединения и твердые сплавы (карбиды Cr, Ti, W и др. и их композиции с Сu и Ni);
- композиционные порошки, в том числе плакированные Ni — графит, Ni—Al и др.; конгломерированные Ni—Аl, NiCrBSi—Al и др.;
- механические смеси (Cr3C2 + NiCr, NiCrBSi+WC и др.)
Применяемые порошки не должны разлагаться или возгоняться в процессе напыления, иметь достаточную разницу между температурами плавления и кипения (не менее 200°С). ПроволокиДля газотермического напыления используют проволоку диаметром 1,5—5 мм для газопламенной металлизации, 1,2—3 мм при электродуговой металлизации и 0,8—1,2 мм — для плазменного напыления. Поверхность проволоки не должна иметь дефектов и загрязнений. Для антикоррозионных покрытий в основном используют цинковую проволоку Ц1 (ГОСТ 13073—77), проволоки из алюминия и алюминиевых сплавов АД1, АМЦ, АМг (ГОСТ 7871—75), а также проволоку из нержавеющей стали 12Х18Н10Т (ГОСТ 5632—72). Для нанесения износостойких покрытий и восстановления размеров изношенных деталей применяют сварочные проволоки сплошного сечения типа Св-08, Св-08Г2С, Св-12ГС,Св-06Х19Н9Т и др. (ГОСТ 2246—70) и наплавочные марок Нп-40Г, Нп-65Г и т. п. (ГОСТ 10543—75), а также из сталей 30ХГСА (ГОСТ 4543—71), 30313 (ГОСТ 5632—72), 65Г (ГОСТ 1050—74). Антифрикционные покрытия получают из бронзовых проволок марок БрОЦ4-3, БрА10 и т. п. (ГОСТ 5017—74). Гибкие шнурыГибкий шнур представляет собой оболочку из малозольного органического материала, заполненную порошками металлов, сплавов, оксидов. Освоено производство шнуров ПГ-10К-01, ПТ12Н-01 и ПТНА-01, заполненных металлическими материалами, ПСК-99А, ПCK-97A, ПСК-95АК и ПСК-87АТ — с керамическим наполнителем и КМ-70 — с заполнением карбидными частицами. Диаметр шнура — 1,5—6,35 мм. Назначение шнура связано с составом наполнителя. МишениПри вакуумных методах напыления покрытий путем распыления исходные материалы используют в виде мишеней. Мишень представляет собой компактное изделие, форма и размер которого зависят от размера рабочей камеры и схемы рабочего процесса. По своей структуре мишени разделяются на сплошные, многослойные и составные. Сплошные мишени используют в основном для нанесения чисто металлических покрытий, многослойные — при распылении диэлектриков, составные — для получения многокомпонентных покрытий. Типичными материалами для изготовления мишеней являются алюминий, хром, медь, тантал, титан, нихром, нитрид кремния, диоксид кремния, алюминий—кремний, титан—вольфрам и др. Сплавы для нанесения жаростойких покрытий электронно-лучевым способом представлены в табл. 24.3. Сплавы для получения электронно-лучевых покрытий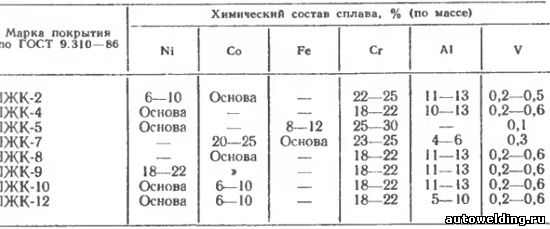
|


