Рентгеновское излучение. Радиационные методы контроля
К радиационным методам контроля относится контроль гамма- и рентгеновскими лучами, наиболее распространенный во всех отраслях народного хозяйства. В общем объеме применяемых неразрушающих методов контроля он составляет около 80%. Применение портативных переносных рентгеновских аппаратов типаРУП-120-5-1, ИРА-1Д, новых рентгеновских пленок, проявителей и ксерорадиографии значительно расширило границы применения рентгено- и гамма-просвечивания в условиях строительства. Рентгеновские и гамма-лучи — это коротковолновые электромагнитные колебания, аналогичные световым лучам, но с меньшей длиной волны. Гамма-излучение является продуктом распада ядра атома, а рентгеновское излучение имеет внеядерное происхождение. Это излучение, открытое в 1895 г. физиком Рентгеном, возникает при бомбардировке вещества (анода) потоком электронов высокой энергии. Как правило, в качестве источника рентгеновских лучей применяется рентгеновская трубка (рис. 49), представляющая собой стеклянный баллон с высоким вакуумом внутри него (разрежение 10-6—10-7 мм рт. ст.). В баллоне имеются два электрода: анод, соединенный с положительным полюсом высоковольтного генератора, и катод, соединенный с отрицательным полюсом. Ток, проходя через катод (тонкую вольфрамовую нить накаливания, свернутую в спираль), нагревает его до температуры 2000— 2400° С, при которой возникает эмиссия электронов с поверхности катода. Поток отрицательно заряженных электронов притягивается положительно заряженным анодом, вызывая появление в рентгеновской трубке анодного тока. Зона анода, о которую ударяются электроны, называется фокусным пятном. В момент удара электронов о поверхность анода их кинетическая энергия переходит частично в тепловую энергию, а частично в энергию рентгеновского излучения — рентгеновские лучи, представляющие собой разновидность электромагнитных колебаний. Происходит это следующим образом. Быстро летящая частица, ударяясь об атом, пробивает его внешнюю электронную оболочку и выбивает с внутренней оболочки один из электронов (рис. 50). На освободившееся место мгновенно переходит электрон с одной из внешних оболочек. Переход электронов с одного энергетического уровня (внешняя орбита) на другой (внутренняя) сопровождается излучением с частотой, соответствующей разности между этими уровнями. Изменяя ток накала нити и соответственно температуру накаливания, регулируют эмиссию электронов с поверхности катода и величину анодного тока в рентгеновской трубке. 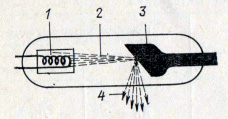
Рис. 49. Схема рентгеновской трубки
1 — катод; 2 — пучок электронов; 3 — анод (мишень); 4 — рентгеновские лучи 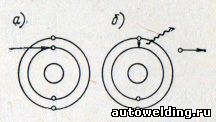
Рис. 50. Уход электрона с оболочки (а) и переход электрона с внешней оболочки на внутреннюю (б) 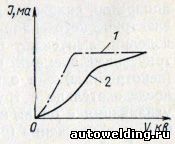
Рис. 51. Вольтамперная характеристика рентгеновской трубки
I - сила тока; V - напряжение; 1 - теоретическая кривая; 2 — фактическая кривая Приведенная на рис. 49 рентгеновская трубка является диодом и имеет вольтамперную характеристику согласно рис. 51. В промышленности для просвечивания материалов сварных соединений выпускают рентгеновские трубки различной конструкции маркируемые буквами и цифрами. Например, маркировка рентгеновской трубки 0.4БПМ-2-120 расшифровывается так: 0,4 — предельно допустимая мощность трубки в квт; Б — условия работы а именно, в масле в защитном безопасном кожухе; П - использование для просвечивания; М - охлаждение трубки масляное и проточное; 2 — номер модели трубки; 120 — предельно допустимое анодное напряжение в кв.
| 



