Газоэлектрическая сварка. История развития
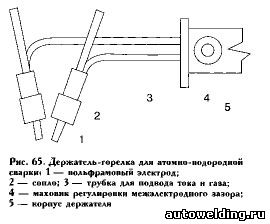
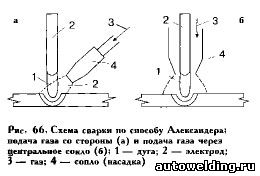
В первом десятилетии XX в. в различных отраслях промышленности продолжалось освоение дуговой, контактной, термитной и газовой сварки. Однако, если эти процессы постепенно вытесняли клепку при соединении изделий из стали, чугуна и меди, то другие металлы и сплавы (алюминиевые и магниевые) поддавались сварке с трудом. Для улучшения качества дуговой сварки цветных металлов необходимо было разрабатывать специальные флюсы, обмазки или присадки, для чего требовались знания физико-химических процессов. Лучшее качество обеспечивало ацетилено-кислородное пламя совместно с обычными флюсами-пастами, но и возможности этого способа были почти исчерпаны. Технологии дуговой и газовой сварки, самостоятельно развивающиеся в первом и во втором десятилетиях XX в., не могли не объединиться в едином процессе — в способе газоэлектрической сварки. Следует отметить, что применение при дуговой сварке в качестве дополнительного источника теплоты горючего газа было предложено еще Н. Н. Бенардосом. Он разработал первый электрододержатель с соплами для подачи г аза в зону горения дуги. Однако эта технология не была доведена до практического внедрения и Не расширила диапазон применения дуговой сварки [20]. Первые практически реальные технологии, совместившие возможности дуговой и газовой сварки, были созданы в компании «Дженерал электрик». Руководство «Дженерал электрик» пришло к выводу — чтобы выстоять в конкурентной борьбе и быть в авангарде развивающейся электротехники, необходимо самим заниматься проблемами производства на научном уровне. В компании были созданы специальные лаборатории для фундаментальных исследований. Одна из лабораторий занималась проблемой охрупчивания металла при обработке, в том числе и при дуговой сварке. Чтобы защитить расплавленный металл, П. П. Александер предложил в 1920 г. вводить в зону сварки пары метанола. При этом плавящийся электрод подавался через трубку, служащую также и соплом для выхода метанола из специального газогенератора. Вблизи дуги метанол диссоциировался на водород и оксид углерода. П. П. Александер исследовал также процессы сварки в среде светильного и водяного газов. Во всех случаях проплавляющая способность таких комбинированных процессов была выше, чем в случае сварки в атмосфере воздуха, хотя при этом напряжение на дуге почти не возрастало [168, 169]. Одновременно с П. П. Александером сотрудник фирмы «Дженерал электрик» И. Ленгмюр занимался проблемой улучшения качества вольфрамовой нити для ламп накаливания. Решения, найденные И.Ленгмюром, привели не только к созданию надежных электрических ламп, наполненных инертными (для вольфрама) газами, но и к совершенствованию триодов, способствовали изобретению вакуумного насоса, в 100 раз более мощного, чем существовавшие ранее, и созданию печи для прогрева в условиях вакуума. Также было найдено объяснение явлений катализа. Эти и другие работы в той или иной степени повлияли на дальнейшее развитие сварки [170]. Важнейшее значение для развития сварки имели результаты исследований термоэлектронной эмиссии вольфрамовых нитей. И. Ленгмюр обнаружил следующее: оксидная пленка на вольфраме выдерживает нагрев до 1500 °С, после чего она разрушается и ее уже нельзя восстановить водородом; молекулярный слой оксида тория на вольфраме может увеличить эмиссию электронов из вольфрамовой нити в вакууме в 100 тыс. раз [171-173]. Важной научной основой для развития дуговой сварки явилось учение об ионизации плазмы. Для характеристики процесса ионизации М. Саха предложил в 1921 г. уравнение. В развитие этого уравнения в 1924 г. И. Ленгмюр вывел формулу для определения степени ионизации паров вещества, испаряющегося с нагретых поверхностей [172]. Он же определил зависимость электрического тока между электродами в вакууме от разности потенциалов между ними, назвав ее «законом трех вторых» [173]. Что касается нового способа сварки, то он был основан на явлении диссоциации водорода, открытом и подробно изученном И. Ленгмюром в 1911 г. Проведя исследования теплоотдачи с поверхности вольфрамовой нити, которая нагревается электрическим током в баллоне, наполняемом различными газами при разных давлениях, ученый обнаружил, что в атмосфере водорода теплоотдача резко возрастает с повышением температуры. Поскольку двухатомная молекула водорода является прочным экзотермическим соединением, процесс диссоциации молекул на свободные атомы эндотермичен. В свою очередь атомарный водород ре комбинирует с выделением энергии 436 кДж/моль. Скорость реакции молизации, протекающей довольно медленно в газовом объеме, значительно увеличивается на поверхности твердых и жидких тел, при этом им передается теплота. При достаточной концентрации атомарного водорода можно достичь расплавления определенного количества любого металла [174]. В принципе возможен процесс сварки только струей атомарного водорода, подаваемой на металл. Однако при этом молекулярный водород необходимо диссоциировать (для чего его нагревают до 4000 °С) и немедленно направить в зону сварки, так как сохранить достаточно долго его невозможно. Реально это возможно с помощью дуги. Принципиальная схема атомно-водородной сварки сходна со схемами способов сварки дугой косвенного действия с двумя неплавящимися электродами, предложенными Н. Н. Бенардосом, Ч. А. Коффином и Г. Т. Церенером [175] (рис. 64). Важным отличительным элементом конструкции стало сопло для подачи газа (рис. 65). В создание практически пригодных технологий, получивших название газоэлектрической сварки, основной вклад внес П. Александер. В 1925 г. были разработаны способы сварки косвенной дугой неплавящимися электродами в струе водорода — атомно-водородная сварка и способ сварки плавящимся (металлическим) электродом дугой прямого действия в смеси водорода с азотом или водорода с оксидом углерода. Этот процесс получил название «способ Александера» [175] (рис. 66). При этом питание дуги производили переменным током от специального трансформатора через дроссельную катушку. Вольфрамовые электроды диаметром от 1,5 до 5,0 мм выдерживали силу тока 10—100 А при рабочем напряжении дуги 70—150 В (напряжение холостого хода в среднем составляло 300 В). Средний расход водорода равнялся 20—30 л/мин. 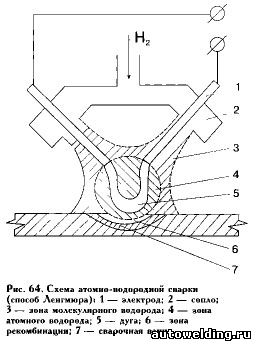
Такое напряжение дуги объясняется сравнительно большим потенциалом ионизации водорода и высокой его теплопроводностью. Поскольку электроды в горелке расположены под углом, то дуга под действием электромагнитных полей и струи газа изгибается в виде петли, ее столб принимает форму веера. Такая дуга отличается низкой плотностью тока в столбе, Плазма столба, ореол и поток газа под влиянием протекающих физико-химических процессов колеблются, издавая свистящий или шипящий звук. Тональность звука повышается с удлинением дуги. В отличие от других способов дуговой сварки, основной параметр атомно-водородной сварки, влияющий на производительность и проплавляющую способность, — напряжение дуги. Было установлено, что носителем тепловой энергии, расплавляющей металл, является в основном водород в атомарном состоянии, образующийся в столбе. Количество его пропорционально длине и напряжению дуги [175]. Чтобы увеличить проплавляющую способность, необходимо увеличить мощность дуги, для этого дугу удлиняют или увеличивают расход газа. В 1930-е гг. из всех способов сварки плавлением наилучшее качество наплавленного металла обеспечивала атомно-водородная сварка. В этом случае металл шва практически не окислялся и не азотировался, поры отсутствовали, показатели прочности, в том числе и пластичность, были высокими. Такой способ сварки применяли для бортовых, стыковых и угловых соединений с наружным швом. Стыковое соединение толщиной до 6 мм выполняли без скоса кромок, при большей толщине — с разделкой кромок. Способ атомно-водородной сварки значительно расширил диапазон свариваемых материалов и сварных конструкций. Качество сварных соединений легированных, коррозионно-стойких и жаропрочных сталей, выполненных этим способом, было достаточно высокое. Удовлетворительно сваривались также никель, монель-металл, хромоникелевые сплавы, молибден, вольфрам и цинк. Качество сварных соединений алюминия и его сплавов, сплавов на магниевой основе, выполненных с применением флюсов, тех же, что и для газовой сварки, отвечало требованиям, предъявленным к таким конструкциям ответственного назначения, как самолеты [176]. Использование атомно-водородной сварки не решило проблемы ремонта чугунных изделий (из-за отбеливания чугуна), также не дало возможности получения качественного соединения меди и ее сплавов (из-за высокой растворимости водорода в жидком металле и диффузии в зоне термического влияния). А. Сефериан (Франция), Г. Мюнтер (Германия) и некоторые другие ученые выполнили ряд исследований процессов, протекающих при газоэлектрической сварке, в том числе при сварке плавящимся электродом [176]. Было установлено, что определенным преимуществом обладает смесь водорода и азота, Для реализации этого процесса были созданы специальные аппараты — электрокрекеры, в которых получали азотно-водородную смесь из аммиака, недефицитного и менее дорогого, чем водород (рис. 67). Исследовали защитные газы, полученные при испарении и разложении органических соединений. Как уже отмечалось, П. П. Александер начал эксперименты с метанола, который при 700 oС полностью разлагается на водород и оксид углерода и образует смесь, обладающую хорошими восстановительными свойствами. Для практического применения этого процесса дополнительно к сварочному посту был разработан аппарат — испаритель метанола. Способ Александера был испытан также с использованием двуокиси углерода, водяного пара и углеводов, при этом удовлетворительных результатов достичь не удалось. 
В 1930 г. Мюнтер разработал способ, объединявший ацетиленокислородную сварку с дуговой сваркой металлическим электродом и получивший название «аркоген» (рис. 68). В этом случае газовая сварка выполняет основную функцию — проплавляет металл, а параметры режима устанавливают в зависимости от толщины металла. Дуга, горящая от ручного плавящегося электрода, питается при помощи сварочного трансформатора с повышенным (до 100 В) напряжением холостого хода. Сила тока в этом случае почти в 2—3 раза меньше, чем требуется в случае сварки открытой дугой металла такой же толщины. При способе аркоген электрод подают к ванне в восстановительную зону газосварочного пламени. Техника такой сварки чрезвычайно сложна, так как по существу сварщик вручную одновременно выполняет два способа сварки. Кроме того, поток газа и водород в его составе вызывают деионизацию столба дуги, и обычная меловая обмазка не обеспечивает устойчивого горения дуги. Г. Мюнтер не раскрывал состав обмазки своих электродов, но указывал, что процесс сварки идет устойчиво: 60% теплоты в зону сварки дает газовое пламя, а 40% — дуга. Эксперименты, проведенные в Московском механико-машиностроительном институте (МММИ) показали, что использование способа аркоген позволяет получить качественные соединения сталей, чугуна, меди, алюминия. Однако в производственных условиях он уступал способу атомно-водородной сварки по многим показателям [176]. 
Первые промышленные аппараты для атомно-водородной сварки были выпущены фирмой «Дженерал электрик». Для них было предусмотрено питание от специального трансформатора с рабочим током до 35 А. Падающую характеристику и регулирование тока обеспечивали дросселем. При обрыве дуги установка обесточивалась. Водородный клапан включался с появлением тока в сварочной цепи [160]. Некоторые конструктивные особенности имел аппарат германской фирмы АЭГ, распространенный и в СССР [177]. Первые советские аппараты завода «Электрик» повторяли зарубежные конструкции до тех пор, пока не был налажен выпуск аппаратов на базе трансформаторов СТ—22 с отдельными дросселями [175]. К концу 1930 г. широкое применение нашла атомно-водородная сварка как с чистым водородом, так и со смесью водорода и азота (рис. 69). В этом случае образцы из стали сваривали с минимальной толщиной до 6—8 мм. Вне конкуренции была газоэлектрическая сварка в авиастроении и электротехнической промышленности при производстве изделий из цветных металлов [177]. Наибольшее распространение атомно-водородная сварка нашла в США (более 3 тыс. постов). В СССР число таких постов не превышало 1% от количества постов дуговой сварки. 
В дальнейшем были предприняты попытки механизировать процесс атомно-водородной сварки. Завод «Электрик» выпускает горелки с ручным механическим приводом подачи электродов. Эти горелки для вольфрамовых электродов диаметром 1,5—3,0 мм имели водяное охлаждение и крепились на самодвижущейся каретке. К 1940 г. у специалистов в СССР не сложилось единого мнения о значении, возможностях и перспективах газоэлектрической сварки. Практическое применение находили только способы с подачей водорода (чистого и в смеси), горючего газа и паров органических веществ, Специалисты Ленинградского индустриального института, МММИ, лабораторий авиапрома и других организаций считали газоэлектрическую сварку «... одним из наиболее важных видов сварки ближайшего будущего...» [175]. В то же время руководитель Института электросварки академик АН УССР Е. О. Патон не счел нужным заниматься атомно-водородной сваркой, понимая, по-видимому, бесперспективность улучшения этого способа. Дальнейшее развитие техники показало, что способы ручной дуговой сварки электродами с высококачественными покрытиями, автоматической дуговой сварки под флюсом и сварки в инертных газах оказались более эффективными. К 1950 г. они вытеснили атомно-водородную и другие способы газоэлектрической сварки. Опыт, полученный при исследовании и внедрении газоэлектрической сварки, пригодился для разработки способов дуговой сварки в инертных газах и в углекислом газе [178—180]. В период поиска надежной газовой защиты при дуговой обработке исследователи неоднократно пытались найти способы управления проплавляющими свойствами дуги, сконцентрировать энергию дугового разряда, чтобы сделать дуговую резку конкурентоспособной способу газовой резки. Основываясь на наблюдениях и выводах физиков «о влиянии потока газа или жидкости на концентрацию энергии в столбе дуги», немецкий физик Шонер в 1909 г. разработал горелку для синтеза диоксида азота. Через два года американский физик Маттер применил плазмотрон в печах для плавления металлов. Сам термин «плазма» был введен только в следующем, 1912 г., И. Ленгмюром. Плазменная горелка или плазмотрон в принципе представляет собой электрод, подключенный к источнику тока и окруженный соплом с каналом сравнительно малого диаметра. Второй потенциал источника мог быть подключен к соплу или на изделие. Через сопло подается поток газа или воздуха таким образом, что дуга, горящая в сопле, сжимается этим потоком. В 1921 г. американский изобретатель Химес применил горелку такой конструкции для резки металлов, добившись высокой концентрации теплоты, мощного напора газа и хорошего качества реза. На следующий год немецкие физики Г. Гердиен и А. Лотц ввели в плазмотрон водяной вихрь и получили сжатую дугу с температурой до 5000 oС [181]. В 1934 г. немецкая фирма «Сименс» стала применять плазменные горелки для плавления металлов, а американский изобретатель Райник разработал плазмотрон для напыления коррозионно-стойких металлических покрытий. Однако после этого дальнейшее развитие технологий, основанных на энергии сжатой дуги, приостановилось, и только в 1950-х гг. вновь появился интерес к данному источнику нагрева.
|




