Сварка деталей приборов
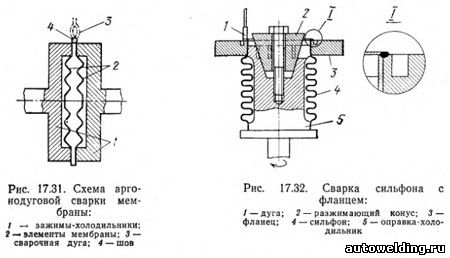
При изготовлении приборов приходится сваривать самые разнообразные материалы и их сочетания при толщине элементов от нескольких десятков нанометров до нескольких миллиметров. Упругие чувствительные элементы давления (мембраны, сильфоны) изготовляют обычно из бронзы (бериллиевой или фосфористой) или из нержавеющей стали толщиной 0,05—0,3 мм, подвергнутой нагартовке для создания определенных упругих характеристик. К сварным соединениям этих элементов предъявляют требования прочности и герметичности. Сваривают эти элементы аргонодуговой, микроплазменной, электроннолучевой или контактной сваркой, принимая меры по ограничению сварочного разогрева. На рис. 17.30 показан сильфон, изготовленный путем сварки оплавлением отбортовок штампованных мембран по наружным и внутренним контурам. Для плотного прижатия свариваемых кромок, уменьшения общего нагрева изделия и предотвращения прожогов используют сварочные приспособления «холодильники» в виде медных дисков (рис. 17.31). Сварку обычно производят токами силой несколько ампер с сопловой защитой зоны шва или с применением стеклянных накладных микрокамер для уменьшения сдувания аргона. В случае приварки сильфона к фланцу для прижатия тонкостенной детали и теплоотвода от места сварки используют массивную разжимную оправку, а для уравнивания толщин соединяемых элементов создают канавки (рис. 17.32). Несколько иная конструкция соединения сильфона с деталями арматуры показана на рис. 17.33. 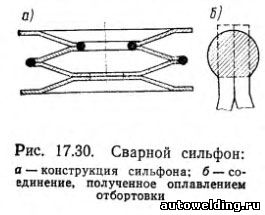
При шовной конденсаторной сварке (рис. 17.34) нагрев значительно меньше, поэтому «холодильники» могут не применяться, но требуется специальное приспособление для закрепления и синхронного вращения детали 1 и ролика-электрода 2, предназначенного для определенного типоразмера изделия. 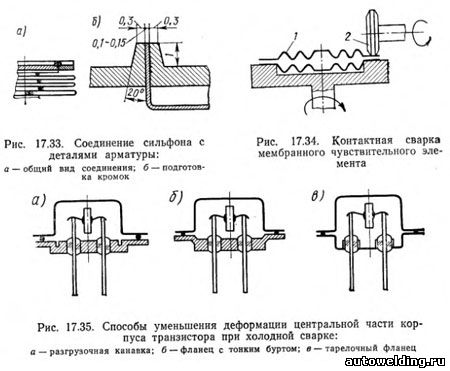
При изготовлении полупроводниковых приборов приварка герметизирующих корпусов является одной из заключительных операций. Так как собранный и проверенный прибор имеет весьма чувствительный к нагреву кристалл с выводами, припаянными легкоплавким припоем (Tпл≈150°С), то тепловое воздействие процесса сварки должно быть минимальным. Применение холодной сварки позволяет исключить нагрев, но возникающие при этом значительные пластические деформации могут вызвать разрушение изоляторов и кристаллодержателя. Ограничения деформации центральной части корпуса прибора достигают созданием выточек, уменьшением жесткости фланцевой части корпуса или образованием гофров (рис. 17.35). При изготовлении электронных приборов (радиоламп, тиратронов, кинескопов и т. п.) для соединения тонких проволочек, лент, фольги применяют конденсаторную, микроплазменную, электроннолучевую и лазерную сварку. Для точной фиксации элементов при их сварке используют специальные приспособления или предусматривают наличие фиксирующих выступов и впадин на соединяемых деталях. Массовый характер производства деталей радиопромышленности требует осуществления механизации и автоматизации процессов производства. Примером детали, выпускаемой десятками миллионов штук в год, является резистор, имеющий два одинаковых сварных соединения колпачок—вывод. Схема специального автомата для приварки выводов показана на рис. 17.36. Корпус с надетыми колпачками 2 попадает из бункера в конденсаторную сварочную установку 1 и зажимается фигурными электродами 3. Проволока для образования выводов одновременно подается к обоим колпачкам из бухт 4. Производятся сварка, отрезка и выдача готового резистора. Производительность таких автоматов составляет 6000 деталей в час. 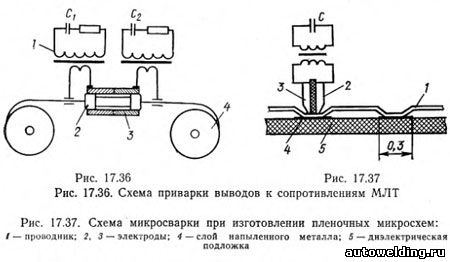
При монтаже пленочных микросхем проволочные проводники диаметром 0,02—0,07 мм присоединяют к напыленным металлическим пленкам, используя для этого контактную сварку с односторонним подводом тока (рис. 17.37). В микроэлектронике для сварки деталей (приварка токоподводов к схемам, кристаллов к кристаллодержателям и т. д.) применяют точечную ультразвуковую сварку. Используемое для этой цели оборудование обычно предусматривает автоматизацию вспомогательных операций (подача проволок в зону сварки, совмещение заготовок).
|




